|
大齿圈

收藏
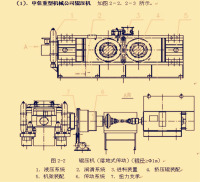
1 大齿圈的技术要求 2 大齿圈制造工艺流程 2.2 粗加工 按图纸要求划线并留出加工余量、找正、联接、加工内外圆、铣结合面、钻孔等工序。 2.3 探 伤 2.4 正火预处理 2.5 机械加工 2.6 消除加工应力 2.7 整体齿圈表面淬火 2.8 终 检
|

18637916126
联系电话:

573625639@qq.com
公司邮箱:

|
大齿圈
收藏
1 大齿圈的技术要求 2 大齿圈制造工艺流程 2.2 粗加工 按图纸要求划线并留出加工余量、找正、联接、加工内外圆、铣结合面、钻孔等工序。 2.3 探 伤 2.4 正火预处理 2.5 机械加工 2.6 消除加工应力 2.7 整体齿圈表面淬火 2.8 终 检
|